

Ultimaker maakt betrouwbare 3D-printers die zuivere prints met hoge resolutie produceren. Chinese fabrikanten maken die printers graag na, maar dan goedkoper. We hebben de klonen het eens laten opnemen tegen hun originelen.
Lees verder na de advertentie
Het ontwerp van alle Ultimaker-modellen is voor iedereen toegankelijk (Open Hardware). Particulieren en bedrijven kunnen de printers eenvoudig namaken zonder daarbij licentiekosten te hoeven afdragen aan de Nederlandse fabrikant. Vooral omdat er geen patent op het ontwerp met de kruisende assen rust, maken ook Chinese fabrikanten 3D-printers die hetzelfde principe gebruiken. Dat maakt snel printen mogelijk, met weinig trillingen en een hoge precisie – ook bij grotere objecten. Ultimaker publiceert zelfs bouwtekeningen en CAD-bestanden, maar niet de lijst van toeleveranciers. Daarom is alleen bij een echte Ultimaker de kwaliteit van het origineel gegarandeerd. Bovendien krijg je daarbij natuurlijk andere service.
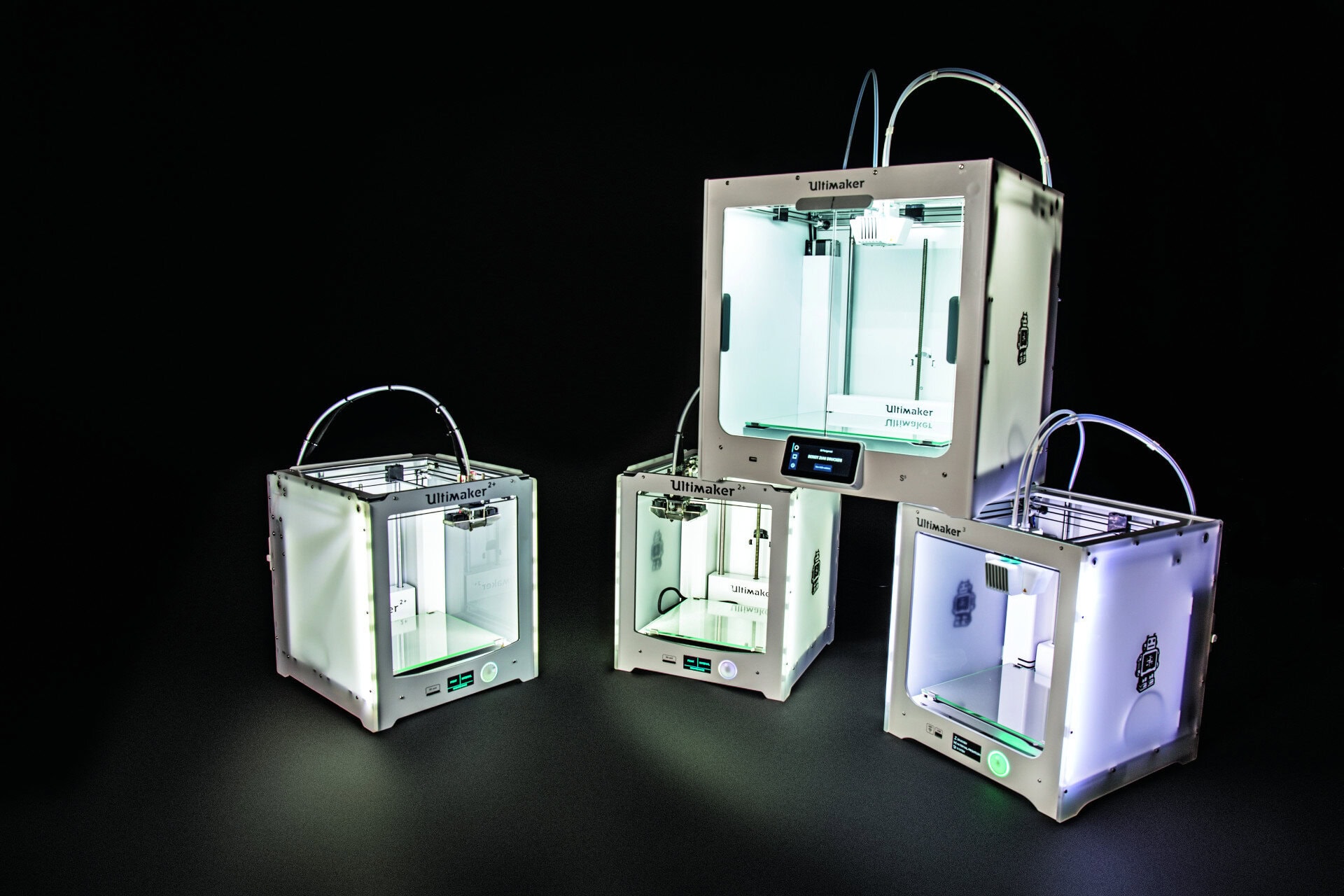
We wilden eens kijken hoe goed die Chinese printers het doen in vergelijking met de originele versies. We kochten een zelfbouwkit voor een printer die uiterlijk nauwelijks van een Ultimaker 2+ te onderscheiden was voor circa 800 dollar (met invoerrechten kwam dat op circa 835 euro). Verder kochten we een CL-260 van aluminiumprofielen voor circa 350 euro (inclusief invoerrechten). Die CL-260 is typisch voor allerlei Chinese 3D-printers. Die zijn vooral gericht op een zo laag mogelijke prijs voor de kit en daarom wijkt de constructie op allerlei punten vaak af. Op de website van Ultimaker zie je welke modellen zij momenteel verkopen: de 2+ met Olsson-blok, de 3 met dual-extrusion en de compleet nieuwe S5 met groter werkvolume en filament-flow-sensor.
3D-printers en doelgroepen
Tip

Download het e-book en krijg direct inzicht in de stappen die jouw organisatie moet zetten.
De drie kant-en-klare apparaten van Ultimaker zijn prijzig. De 2+ kost zo’n 2200 euro, de 3 kost meer dan 3500 euro en de Ultimaker S5 valt met 6500 euro helemaal buiten het budget van consumenten. Maar daar is hij ook niet voor bestemd. De S5 wordt door Ultimaker specifiek voor bedrijven gepromoot en de workflow is ook gericht op de eisen van constructeurs in het bedrijfsleven. De Ultimaker 3 en S5 hebben bijvoorbeeld een printserver die printopdrachten kan verwerken vanaf alle pc’s in het lokale netwerk. Makers sturen hun opdrachten meteen vanuit de slicing-software Cura via Cura Connect naar de printer (er is ook een Cura plug-in voor bijvoorbeeld OctoPrint). Je kunt ook meerdere printers in een pool combineren. Als de werkruimte leeg is, beginnen de printers zelfstandig met printen, wat in de praktijk goed werkt. De hoogte van het printbed wordt voor elke opdracht automatisch aangepast en de extruders worden met kleine hoopjes plastic in de hoeken geïnitialiseerd. Voordat een volgende printopdracht gestart wordt, moet iemand het object handmatig verwijderen uit de werkruimte (en de boel doorgaans eerst opruimen en schoonmaken) en dat bevestigen. In een bedrijf met meerdere Ultimakers kan een enkele medewerker dat doen, zonder dat een constructeur daar tijd in hoeft te steken.

De Ultimaker 2+ mist netwerkfuncties. Je kunt hem via usb opdrachten geven, maar dan blijft het initialiseren van de extruders achterwege en komt er vaak pas na enkele banen plastic uit. Ultimaker lijkt er vanuit te gaan dat je de 2+ op de gangbare manier met een SD-kaart voorziet van printopdrachten. Dan wordt namelijk wel vóór elke printopdracht automatisch een hoopje plastic in de hoek gedeponeerd en wordt de eerste baan meteen goed geprint. Opdrachten op een kaart zetten doe je met Cura, dus ten opzichte van de voor een netwerk geschikte versies komt er een wandeling bij van de ontwerp-pc naar de printer. Een automatische wachtrij is er niet, in de praktijk zal er misschien een stapeltje SD-kaarten groeien naast de printer.
De door ons bestelde Ultimaker 2+-kloon van Blurolls gedraagt zich dankzij de identieke firmware net als een originele 2+. Het in elkaar zetten duurde echter negen uur. Blurolls levert geen handleiding mee, maar we konden de uitstekende instructies van Ultimaker gebruiken. Bij de CL-260 lukte dat minder goed omdat we daar waren aangewezen op de gebrekkige instructies van de fabrikant. Je kunt als bedrijf natuurlijk een 3D-printer door je personeel in elkaar laten zetten, maar de personeelskosten zijn dan al snel hoger dan het prijsvoordeel ten opzichte van een kant-en-klare 3D-printer. De zelfbouwexemplaren zijn dan ook eerder interessant voor particulieren, die de geïnvesteerde uren niet bij de aanschafprijs op hoeven te tellen.
De bruikbaarheid van de CL-260 is vooral afhankelijk van een goede configuratie van de Marlin-firmware, voordat je die op het moederbord flasht. Je moet ook veel investeren in de start- en stop-G-code in Cura. Om snel goede prints te kunnen maken, moet je bij de CL-260 niet bang zijn voor wat G-code. De workflow wordt echter nooit zo makkelijk als bij Ultimaker, waardoor de printer vooral geschikt is voor mensen die alleen af en toe wat printen.
Problemen bij 3D-printen
Geen van de 3D-printers maakt alle prints probleemloos. Zelfs de dure Ultimaker creëerde bij de test wel eens een plastic kluwen. Veel voorkomende problemen zijn een gebrekkig onderhoud van het printbed (zoals vette vingerafdrukken of stof), warping (vooral bij grotere printers met ABS) en verstopte nozzles. De nozzle van het tweede hot-end van onze Ultimaker 3 verstopte zelfs een keer zo erg dat de print-core vervangen moest worden. Bij de Ultimaker 3 mislukte een print omdat het filament halverwege op was. Bij de S5 maakten we dezelfde fout, maar dankzij zijn filament-flow-sensor pauzeerde hij en werd er gevraagd een nieuwe rol te plaatsen. In vergelijking met andere 3D-printers verloopt het printen bij Ultimaker erg betrouwbaar. Je moet alleen niet verwachten dat elke print lukt.

Bij de zelfbouwkits stapelden de problemen zich echter op. Bij de 2+ van Blurolls bewogen de X- en Y-as aanvankelijk in de verkeerde richting. Een toeleverancier had de kabels wellicht verkeerd bedraad. Om de richting van de bipolaire stappenmotoren om te keren, moet je bij de aansluitstekker de verbindingen voor een van de beide spoelen verwisselen. Verder draaiden de 3cm-ventilators voor het koelen van de printer niet even snel. We konden dat oplossen door een ervan te vervangen door een ventilator met dezelfde afmetingen. Daarna printte het apparaat onze testobjecten in vergelijkbare kwaliteit als het origineel. Soms traden er echter vreemde fouten op. Soms werd op willekeurige momenten een stuk G-code genegeerd en daarna verder geprint. Als dat gebeurde tijdens een infill, was dat niet zichtbaar in het voltooide object. Bij hoge, smalle objecten zoals onze Z-resonantie-test, zorgde het echter voor zichtbare spleten. We konden uitsluiten dat het lag aan een brown-out door een te lage netspanning, een fout in het moederbord of in de bedrading van de X- en Y-motoren. Mogelijk ligt het aan de kabel tussen het moederbord en de printplaat of een andere component van de printer. Het zou een exemplarische fout van het testmodel kunnen zijn of in de hele reeks kunnen zitten.

Bij de CL-260 moet je bij het in elkaar zetten al goed letten op rechte hoeken bij het frame uit aluminiumprofielen. De stappenmotordrivers met slechts 16 microstappen produceerden bij het testapparaat een onaangenaam gebrom. Omdat die er alleen opgestoken op zitten, zetten we er meteen drivers met een DRV9925-chip voor in de plaats (circa 1 euro per stuk). Die lopen dankzij 32 microstappen veel rustiger. In de handleidingen vonden we geen informatie over het monteren van de eindaanslagen, zodat we die maar met zelf ontworpen kunststofdelen aan het frame bevestigd hebben.
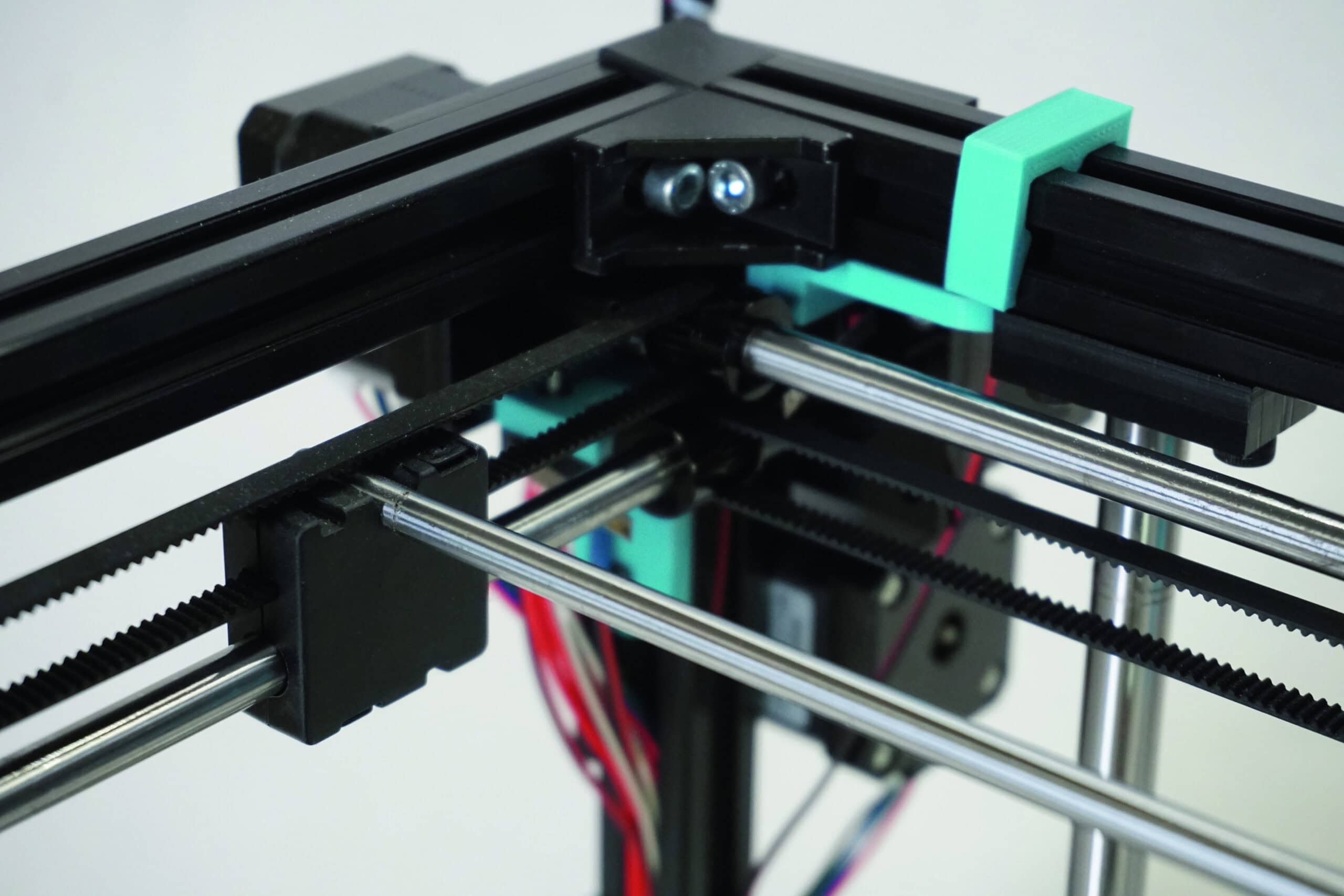
We hebben ook een multiplex bodemplaat gemaakt (minder dan 2 euro bij de bouwmarkt) om de elektronica netjes in de voet van de printer te kunnen vastschroeven. De CL-260 printte daarna aanvankelijk scheefgetrokken objecten. Bij de montage waren de stiftbouten bij de koppeling tussen Y-motor en Y-as losgeraakt, waardoor de as kon doorslippen. Het opstelvlak werd zonder aanpassingen maar zo’n 85 °C. We konden dat verbeteren door de onderkant te isoleren met een pvc-plaat. Daarna kwamen we tot 110 °C, zodat ook printen met ABS op een glasplaat mogelijk was.
Omdat bij de kit geen oplegplaat zat, gebruikten we een spiegeltegel van Ikea. De bedhoogte stelden we in met de cover van een c’t, die is namelijk 0,1 mm dik. Daarvoor zetten we de printkop met G-code op 0,1 mm hoogte in alle vier de hoeken van het printbed (G0 X15 Y15 Z0.10, et cetera) en draaiden we aan de stelschroeven tot het coverstuk met lichte wrijving onder de nozzles doorschoof. Als je de nozzles dan op Z-hoogte 0 zet, raken ze het spiegeloppervlak aan, maar duwen ze het (net) niet naar beneden. Na goed afstellen konden we met de CL-260 op vergelijkbaar niveau printen als met de andere modellen, maar dan minder snel omdat het frame niet zo stijf is (we printten met 40 millimeter per seconde).
Ultimaker 2+
De Ultimaker 2+ is de goedkoopste kant-en-klare Ultimaker. Zijn enkele nozzle met Olsson-block print betrouwbaar op de boriumsilicaat glasplaat op het verwarmde printbed. Dat wordt ook heet genoeg voor ABS. Filau00admenten met 2,85 mm diameter worden met een enkele extruder vanaf de achterkant aangevoerd vanaf spoelen met maximaal 750 gram kunststof. Spoelen met een kilo of meer zijn breder en passen niet op de filamenthouder aan de achterzijde.rnrnDe bedhoogte stel je ouderwets in met de hand via stelschroeven, maar de firmware helpt met praktische tips. Nozzles van 0,2 tot 0,6 mm doorsnede worden bijgeleverd (wij hebben getest met 0,4 millimeter). Om ze te verwisselen, moet je de nozzle verhitten en met het bijgeleverde gereedschap losschroeven (kijk uit voor brandwonden). De printer herkent niet automatisch of het filament tijdens het printen op is.rnrnDe printer werkte bij de test doorgaans probleemloos en leverde producten met een net zo hoge kwaliteit als de twee duurdere Ultimakers. Bij problemen met hechting op het printbed hadden we enkele malen een kluwen plastic in de werkruimte of een grote prop plastic die door het beschermrooster van de ventilatie heen stak. Dat laatste was alleen op te lossen door de ventilatie los te schroeven (een uur werk, als je weet wat je doet). Wees voorzichtig met warping: in extreme gevallen kunnen de beschermroosters meegetrokken worden en buigen ze naar buiten, waardoor de zijwanden bekrast raken.
Pluspunten
- print betrouwbaar
- u2009kant-en-klaar apparaat
Minpunten
- u2009geen Cura Connect
Ultimaker 3
De Ultimaker 3 heeft twee extruders en twee nozzles. Daarmee kun je niet alleen twee kleuren van dezelfde kunststof printen, maar ook oplosbaar steunmateriaal van PVA gebruiken. Filament van Ultimaker heeft een chip en wordt via NFC automatisch herkend door de printer. Maar bij kunststof zonder chip kun je de printer ook via het menu zelf instellen.rnrnDe Ultimaker 3 stelt de bedhoogte automatisch in via een capacitieve sensor, die de eigenlijke nozzle gebruikt voor de afstandsmeting. Dat werkt goed genoeg voor een betrouwbare hechting, maar we kregen vaak een fraaier resultaat bij de eerste laag als we de bedhoogte met de hand instelden, zoals dat ook kan bij de Ultimaker 2+.rnrnDe Ultimaker 3 gebruikt in Cura met 80 millimeter per seconde de hoogste standaard printsnelheid van alle test-apparaten. Ondanks het hoge tempo print hij net zo zuiver als de 2+. Print je met twee materialen, dan gaat het langzamer. De printer moet bij wisselen van nozzle de tweede nozzle dan steeds via een hefboom bij het hot-end laten dalen of stijgen.rnrnDankzij een ethernetpoort en de wifimogelijkheid kun je printopdrachten voor de Ultimaker 3 makkelijk via Cura Connect starten vanaf elke pc in het lokale netwerk.rnrnDe nozzles zijn bij de Ultimaker 3 vast verbonden met zogeheten print-cores, die zonder gereedschap verwisseld kunnen worden. Als je vervangende exemplaren op voorraad hebt, beperk dat het oponthoud bij problemen. Bij een verstopte nozzle moet je echter wel meteen de hele combinatie vervangen.
Pluspunten
- u2009Cura Connect
- u2009dual-versie, automatische bedafstelling
Minpunten
- prijzig
Ultimaker S5
De S5 is Ultimakers huidige vlaggenschip en richt zich qua prijs en functionaliteit nog meer dan de 3 op bedrijven. Zijn werkvolume is met 33 u00d7 24 u00d7 30 centimeter duidelijk groter dan bij de andere 3D-printers. Om ervoor te zorgen dat de stalen stangen waar het hot-end over glijdt niet verder buigen, moeten ze aanzienlijk dikker zijn. Er moet dan ook meer massa in beweging gebracht worden, waardoor de printsnelheid daalt tot 45 mm per seconde. Als je dat via de printinstellingen niet verhoogt, produceert de S5 net zulke zuivere prints als de 2+ en 3.rnrnBij een printbed van 33 u00d7 24 centimeter mag je er niet echt meer van uitgaan dat dit perfect vlak ligt. De S5 leest dan ook voor elke print met een capacitieve sensor een puntenraster uit met tussenafstanden van 5 centimeter. Dat zorgde bij de tests steeds voor een perfect ingestelde bedhoogte, ook in de hoeken.rnrnNet als de Ultimaker 3 heeft de S5 twee nozzles en twee extruders. De extruders bevatten bovendien een filament-flow-sensor, die herkent of het filament op is en of een van de nozzles verstopt is. Bij problemen pauzeert de printer automatisch, zodat je de print naadloos kunt hervatten nadat het filament is aangevuld of de verstopping verholpen.rnrnVoor de bediening heeft de S5 een kleurentouchscreen. Net als het model eronder is hij via wifi of ethernet bereikbaar met Cura Connect, zodat meerdere gebruikers prints in een wachtrij kunnen plaatsen. De materiaalherkenning via NFC en het verwisselen van print-cores inclusief nozzles werkt hetzelfde als bij de Ultimaker 3.
Pluspunten
- groter bouwvolume
- 2 filament-flow-sensors
Minpunten
- erg prijzig
- Maakt AI de kwantumcomputer overbodig?
- Gaten in veiligheid messengers
- Docker-containers automatisch updaten
- Verschillen in front-ends

Conclusie
Alle vijf de printers in deze test printen op hoog niveau. De CL-260 doet dat met een maar iets mindere kwaliteit dan de 18 keer zo dure Ultimaker S5. De subjectief netste prints kregen we voor elkaar met de Ultimaker 2+, maar de verschillen waren erg klein. De Ultimaker 3 print dubbel zo snel als de CL-260 en bijna twee keer zo snel als de S5. De grootste verschillen zitten in de functionaliteit. Omdat de Ultimaker 3 en S5 twee extruders hebben, printen ze in twee kleuren of met oplosbaar steunmateriaal, wat voor de ontwerpen aanzienlijk meer mogelijkheden biedt. Beide ondersteunen ook Cura Connect, wat een soepele workflow mogelijk maakt. De S5 beviel ons met zijn grote bouwvolume. Prints die dat volume daadwerkelijk benutten vergen wel veel tijd (5 dagen voor de replica van het Ishtar-kleitablet). Maar de S5 print betrouwbaar genoeg om ook in zo’n lang tijdsbestek geen fouten te maken.
Voor thuisgebruikers met wat verstand van werktuigkunde, die een firmware kunnen compileren met de Arduino-IDE, kunnen we de CL-260 aanbevelen. Die biedt door de lage prijs de beste prijs-prestatieverhouding in de test. Maar het monteren duurt lang en ook in het gebruik heb je voor die printer meer technisch inzicht nodig dan bij de concurrentie. De Ultimaker 2+ is een aanrader voor thuisgebruikers die niet hoeven te beknibbelen op de kosten, geen zin hebben in een zelfbouwpakket en genoeg hebben aan een enkele extruder. De kloon bezorgde ons zoveel problemen dat we niet echt voordelen hadden van de 1:1 kopie.
Voor bedrijven zijn de beide moderne Ultimakers aan te raden. Die zijn binnen een uur uitgepakt en gebruiksklaar en bieden met Cura Connect een welkome efficiency bij de workflow. In de praktijk zal de tweede extruder vaak voor steunmateriaal worden gebruikt. Daarmee wordt het voor ontwerpers wel veel makkelijker om onderdelen te ontwerpen die geprint kunnen worden. De twee filament-flow-sensoren in de S5 herkennen verstopte nozzles en lege filamentrollen, wat de betrouwbaarheid bij het printen duidelijk vergroot. Het zou mooi zijn als Ultimaker dergelijke sensoren in de toekomst ook in een vernieuwde Ultimaker 3 zou inbouwen, zodat ook het printen daarmee minder storingen ondervindt.
(Pina Merkert, c’t magazine)
- Maakt AI de kwantumcomputer overbodig?
- Gaten in veiligheid messengers
- Docker-containers automatisch updaten
- Verschillen in front-ends
Tip
Download het e-book en krijg direct inzicht in de stappen die jouw organisatie moet zetten.


Ik werk zelf bij defensie en ik print dagelijks met de S5. De printers printen bijna dagelijks met prints van 3 dagen lang. De prints die ik maak mislukken bijna nooit. Ik heb bijvoorbeeld 60 wapenhouders geprint. 12 uur per stuk. Met een machine die 2 jaar geen onderhoud heeft gehad. Ook wordt ik een beetje laks. Soms maak ik het printbed niet schoon. Eff met de prit stift over de kale plekken en lekker de 4 pritlagen van de vorige keer laten zitten. Waarom? Omdat ik er mee weg kom. Ik snap dat verhaal over die mislukte prints door… Lees verder »